

Program EMU-CMMUncertaintyTM to pierwszy polski, przyjazny i łatwy w obsłudze program umożliwiający szacowanie niepewności pomiarów współrzędnościowych.
Pozwala na wyznaczenie niepewności dla pomiarów wykonanych na maszynach pomiarowych:
- portalowych,
- wysięgnikowych z ruchomą kolumną i poziomym ramieniem,
- ramionach pomiarowych.
Umożliwia wyznaczenie niepewności pomiaru wymiarów oraz przede wszystkim odchyłek geometrycznych. Należy podkreślić, że tolerancje geometryczne (kształtu, kierunku, położenia i bicia), w świetle aktualnych wymagań, stanowią podstawowy sposób poprawnego specyfikowania dokładności geometrycznej.
Okno główne programu EMU-CMMUncertaintyTM przedstawiono na rys. 1.
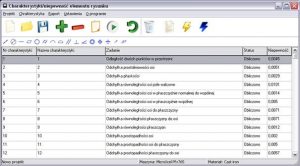 Rys. 1. Okno główne programu EMU-CMMUncertaintyTM z przykładową listą charakterystyk i wyznaczoną dla nich niepewnością
Rys. 1. Okno główne programu EMU-CMMUncertaintyTM z przykładową listą charakterystyk i wyznaczoną dla nich niepewnością
Obsługiwane przez oprogramowanie charakterystyki zostały zgrupowane na pasku narzędziowym z uwzględnieniem klasyfikacji odchyłek geometrycznych zawartej w normie PN-EN ISO 1101 (rys. 2).
![]() Rys. 2. Pasek narzędziowy do wyboru charakterystyk
Rys. 2. Pasek narzędziowy do wyboru charakterystyk
Znaczenie poszczególnych ikon:
![]()
Pomiar odległości punktów
![]()
Pomiar średnicy wałka/otworu
![]()
Pomiar odchyłki prostoliniowości
![]()
Pomiar odchyłki płaskości
![]()
Pomiar odchyłki okrągłości
![]()
Pomiar odchyłki walcowości
![]()
Pomiar odchyłki kształtu wyznaczonego zarysu
![]()
Pomiar odchyłki kształtu wyznaczonej powierzchni
![]()
Pomiar odchyłki równoległości
![]()
Pomiar odchyłki prostopadłości
![]()
Pomiar odchyłki nachylenia
![]()
Pomiar odchyłki współosiowości/współśrodkowości
![]()
Pomiar odchyłki pozycji
![]()
Pomiar odchyłki symetrii
![]()
Pomiar odchyłki bicia
![]()
Pomiar bicia całkowitego
Obsługa programu przebiega w następującej kolejności:
Krok 1. Wszystkie potrzebne informacje związane z dokładnością używanej maszyny pomiarowej zostały wcześniej wprowadzone do programu przez dostawcę oprogramowania. Jedynie w przypadku posiadania więcej niż jednej maszyny, pierwszą czynnością jest wybór maszyny pomiarowej (rys. 1).
 Rys. 1. Wybór maszyny pomiarowej w menu „UstawieniaMaszyny”
Rys. 1. Wybór maszyny pomiarowej w menu „UstawieniaMaszyny”
Krok 2. Użytkownik wybiera materiał przedmiotu mierzonego (rys. 2). Baza materiałów jest wcześniej przygotowana przez dostawcę programu.
 Rys. 2. Okno dialogowe do wyboru materiału mierzonego przedmiotu
Rys. 2. Okno dialogowe do wyboru materiału mierzonego przedmiotu
Krok 3. Użytkownik wybiera z paska narzędziowego grupę charakterystyk, a następnie charakterystykę dla której chce wyznaczyć niepewność pomiaru (rys. 3).
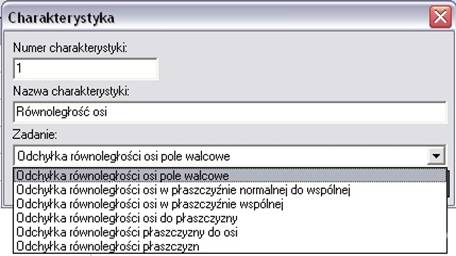 Rys. 3. Okno dialogowe do wyboru charakterystyki
Rys. 3. Okno dialogowe do wyboru charakterystyki
Krok 4. W związanym z daną charakterystyką oknie dialogowym użytkownik wprowadza parametry strategii pomiaru, którymi są (rys. 4):
- współrzędne kilku charakterystycznych punktów mierzonego przedmiotu,
- parametry użytego trzpienia pomiarowego,
- liczba punktów próbkowania,
- średnica lub grubość.
W oknie dialogowym znajduje się rysunek przykładowego przedmiotu z odpowiednią charakterystyką (tolerancją), wymaganymi punktami charakterystycznymi i układem współrzędnych. Przedmiot jest przedstawiony w 3 różnych orientacjach, które można zmieniać przy pomocy przycisku ![]() . Wybór odpowiedniej orientacji do przypadku będącego przedmiotem analizy ułatwia użytkownikowi poprawne wprowadzenie danych. W oknie podano wartości domyślne dla wszystkich wymaganych parametrów.
. Wybór odpowiedniej orientacji do przypadku będącego przedmiotem analizy ułatwia użytkownikowi poprawne wprowadzenie danych. W oknie podano wartości domyślne dla wszystkich wymaganych parametrów.
Parametry użytego trzpienia (długość i orientację) wybiera się z listy rozwijalnej.
Naciśnięcie przycisku OK spowoduje wykonanie obliczeń.
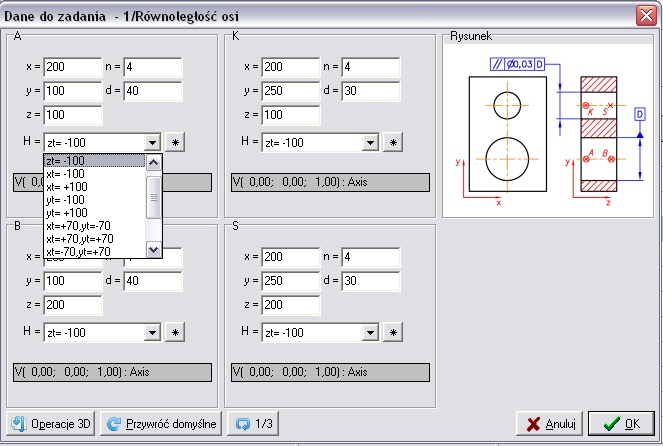 Rys. 4. Przykład okna dialogowego do wprowadzania danych potrzebnych do wyznaczenia niepewności pomiaru odchyłki równoległości osi (walcowe pole tolerancji)
Rys. 4. Przykład okna dialogowego do wprowadzania danych potrzebnych do wyznaczenia niepewności pomiaru odchyłki równoległości osi (walcowe pole tolerancji)
Krok 5. Po wykonaniu obliczeń dla wszystkich charakterystyk można wygenerować raport zawierający nagłówek z informacjami o przedsiębiorstwie, maszynie pomiarowej i mierzonym przedmiocie.
W celu umożliwienia sprawdzenia, czy wszystkie dane zostały wprowadzone do programu prawidłowo można wygenerować wersję rozszerzoną raportu, w której przedstawione są wszystkie dane wprowadzane dla każdej charakterystyki, wraz z rysunkiem i wyznaczoną wartością niepewności pomiaru (rys. 5).
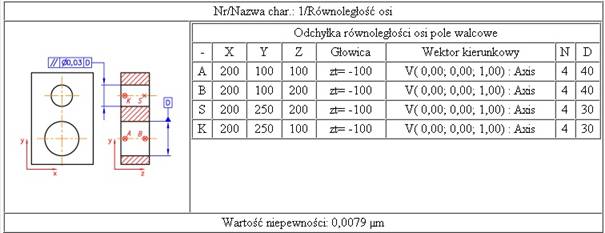 Rys. 5. Fragment raportu rozszerzonego przedstawiający dane do charakterystyki „odchyłka równoległości osi – walcowe pole tolerancji”
Rys. 5. Fragment raportu rozszerzonego przedstawiający dane do charakterystyki „odchyłka równoległości osi – walcowe pole tolerancji”
Więcej informacji na temat programu znajduje się w miesięczniku Mechanik:
- Jakubiec W., Płowucha W.: Wyznaczanie niepewności pomiarów współrzędnościowych. Cz. 1: Podstawy teoretyczne. Mechanik 5-6/2012, s.452-455.
- Jakubiec W., Płowucha W.: Wyznaczanie niepewności pomiarów współrzędnościowych. Cz. 2: Oprogramowanie EMU. Mechanik 7/2012, s.580-582.